[VIP第1年] 指数:3
[VIP第1年] 指数:3
向业务一体化方向发展,随着下游客户对生产环节要求的细化,金属压力容器的许多业务都需要根据客户需求定制,金属压力容器的生产将逐渐打通上下游产业链,趋向于业务一体化,即金属压力容器生产厂商既可以作为业务的总承包商负责整个项目,也可以作为分包商进行特定金属压力容器的生产。目前在国际范围内,欧美国家的企业逐渐以工程总承包的方式出现在全球市场上,在全球范围内采购所需的金属压力容器,将金属压力容器的制造环节转移到其他国家。业务一体化不只可以简化下游客户的采购流程和降低其采购成本,而且可加强金属压力容器生产商的相互合作,把设备生产者从竞争关系转变为合作共赢关系,并通过分工生产,充分发挥各自的比较优势,提高生产效率。《中国制造2025》中也指出“鼓励优势企业加快发展国际总承包、总集成”。未来,业务一体化趋势将越发明显,国内金属压力容器制造商将逐渐从单一产品向全国甚至全球范围内工程化、整合化迈进。压力容器的废弃处理需符合环保要求,避免污染环境。深圳中压压力容器行价

压力容器的分类:压力容器分类时考虑的因素:介质分组:压力容器的介质分为两组,包括气体、液化气体或者较高工作温度高于或者等于标准沸点的液体。1 头一组介质:毒性程度为极度危害、高度危害的化学介质;易燃介质;液化气体。2 第二组介质:由除头一组以外的介质组成,如水蒸汽、氮气等。介质危害性:介质危害性指设备在生产过程中因事故致使介质与人体大量接触、发生爆裂或因泄漏引起职业性慢性危害的严重程度,用介质毒性危害程度和爆裂危害程度表示。1 毒性程度:综合考虑急性毒性和较高容许浓度。极度危害较高容许浓度小于0.1mg/m3;高度危害较高容许浓度0.1~1.0 mg/m3; 中度危害较高容许浓度1.0~10.0 mg/m3; 轻度危害较高容许浓度大于等于10.0 mg/m3.2 易燃介质:指气体或液体的蒸汽、薄霉与空气混合形成的爆裂混合物,其爆裂下限小于10%或者爆裂上限和爆裂下限的差值大于等于20%。3 介质毒性危害程度和爆裂危害程度采用GB5044-1985《职业接触性毒物危险程度分级》HG20660-2000《压力容器中化学介质毒性危害和爆裂危害程度分类》标准。深圳中压压力容器行价高压气体压缩机通过压力容器实现气体的压缩与储存,满足工业生产需求。

容器壳体整体层面上的“以厚代薄”,虽然并不会造成筒体连接处和封头的局部应力增加,但不可避免地,仍会导致不良影响。(1)厚度增加后,原来的壳体设计中的探伤方式和焊接工艺也要进行相应的改变,增加难度;(2)壳体厚度的增加必然使容器的重量加大,当容器重量增加过大时,必然会对容器的基础和支座产生不利影响;(3)对壳体同时具有传热作用的容器,壳体厚度的增加肯定会影响其传热效果。通过钢材为主要的材料主体进行压力容器设计和制造是当前容器应用的基础,更是在压力容器的材料代用中性能要求合理和中要难点。在材料的机械性能要求上,在考虑材料强度的同时,也应考虑其韧性,在韧性满足的条件下,则应尽可能提高其强度。从这个角度上来说,在压力容器材料选择上要正确界定“优”和“劣”,不要单纯的从材料的厚度和强度来考虑,而要进行综合辨析和考虑。
压力容器,当设备内的压力超过规定要求时自动开启,释放超过的压力,使设备回到正常工作压力状态。压力正常后,安全阀自动关闭。安全阀经校验后,严禁加重物、移动重锤、将阀瓣卡死等手段任意提高安全阀整定压力或使安全阀失效。压力表的量程应与设备工作压力相适应,通常为工作压力的1.5~3倍,较好为2倍。压力表刻度盘上应该划红线,指出较高允许工作压力。压力表的连接管不应有漏水、漏汽现象,否则会降低压力表指示值。能在规定的温度和压力下爆破,泄放压力。压力容器的内部清洁和维护对延长其使用寿命至关重要。

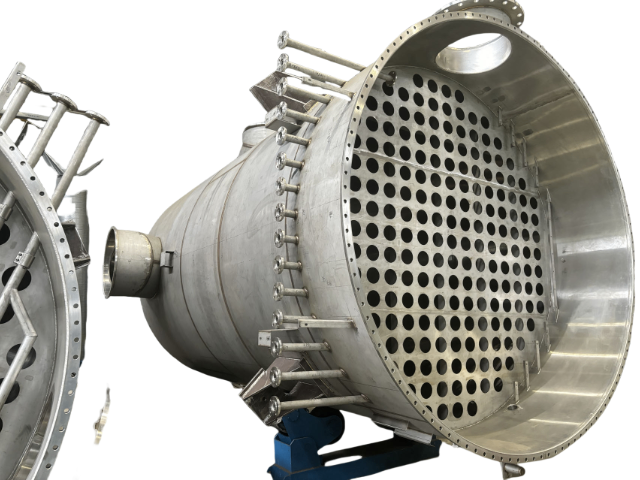
压力容器的常见形式:(一)固定式压力容器:立式容器、卧式容器、球罐、快开门压力容器;(二)移动式压力容器:汽车罐车、长管拖车,(三)气瓶;(四)氧仓;压力容器管理:简单压力容器的管理不简单,简单压力容器不需要办理使用登记手续,在设计使用年限内不需要进行定期检验,使用单位负责其使用的安全管理。发生异常时应及时邀请检验机构进行检验;达到设计使用年限后应当报废或进行定期检验;发生事故时,按照《特种设备事故报告和调查处理规定》进行报告和处理。在高级制造领域,压力容器的质量直接影响到产品的成品率和市场竞争力。深圳中压压力容器行价
在石油和天然气行业,压力容器用于存储高压气体和液体,扮演着关键角色。深圳中压压力容器行价
加工误差主要预防措施有:(1)成型操作严格按工艺技术要求进行。(2)用检查样板严格控制加工件的形状。(3)模具设计在依照加工件的理论尺寸形状的基础上,充分考虑压力容器部件加工成型中和成型后发生的变化,冷成型模具要考虑成型件的回弹量,热成型模具要考虑成型件冷却后的收缩量。组装误差变形,压力容器壳体组装时由于错口或不直度误差等超标所产生的变形,称组装变形。其预防措施:(1)壳体组装应使用定位卡具,直径较大、厚度较薄的壳体,组装时筒节还要加支撑,严格限制壳体对接边的错口。(2)壳体卧式组装应在托辊上进行,并用直线检查其不直度。(3)分段预制的压力容器,安装时要设定位卡具,并用经纬仪检查其不直度。深圳中压压力容器行价
文章来源地址: http://nengyuan.mjgsb.chanpin818.com/sysb/shylrq/deta_27326858.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。